
Teaching
Resources
Flexural Micro-EDM Head For Increased Productivity of Micro-Holes
Sumet Heamawatanachai, M.S. University of Utah, November 2005
The drilling of micro holes ranging in diameter from 8 - 500 microns without any burrs and free of tapers is largely the domain of micro-electro discharge machining (EDM) and more recently micro-electro chemical machining (ECM). Typically, these holes are drilled using a matched electrode with a diameter that is slightly smaller than the hole to be drilled. The difference in diameter is determined by the amount of overcut that occurs during machining, typically a few microns. The matched electrode, while capable of creating very small holes, poses a number of problems. Obviously, every hole size needs its own electrode, making this technique tooling intensive. A second challenge is the supply of the dielectric fluid. For larger sized holes, a hollow electrode can be used to supply the fluid to the bottom of the hole. For very small holes, this proves to be very difficult.
A solution to the above mentioned challenges is to decouple the size of the electrode from the size of the feature (micro hole) to be machined. By using an electrode that is significantly smaller than the hole to be drilled and actuating this electrode on a toolpath that will articulate its outer surface on a trajectory equal to the shape of the hole, both issues can be addressed simultaneously. Now, a standard electrode can be used to drill a wide range of holes while the increased clearance between the hole and the electrode helps getting the dielectric fluid to the bottom of the hole. The use of a small number of standard electrodes instead of matched electrodes for every single hole size drastically reduces tooling efforts. The improved flushing will reduce recasting of removed material, which tends to diminish surface quality.
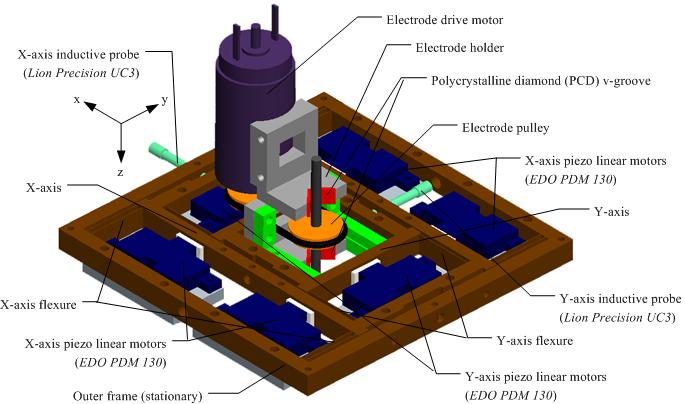
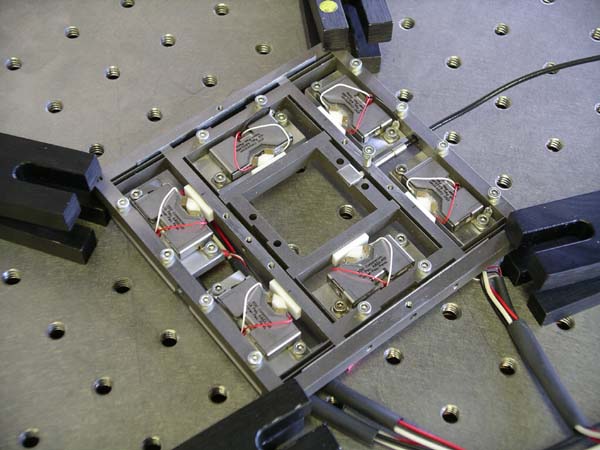
While the required trajectory could be created using the micro-EDM x-y stage by articulating the workpiece, this research investigates the use of a flexural head to articulate the electrode instead. Most x-y stages use some form of contact bearings which exhibit stiction (static friction) as well as dynamic friction. This friction causes deviations from the "ideal" trajectory whenever an axis has to reverse direction. Furthermore, the accuracy and resolution of the positioning systems used may not be adequate for drilling such small holes. For increased accuracy, a flexural micro-EDM head was developed. Flexures are known to have neither stiction nor backlash, making it a good choice for this particular application. The device uses contact-less inductive probes with a resolution of 20 nanometers in a closed-loop control system in combination with piezo linear motors capable of producing displacements as small as a few nanometers. The nested flexures provide 250 microns of travel in two horizontal directions, allowing a 300 micron diameter hole to be drilled with a 50 micron diameter electrode.
Tungsten electrode (dia 78 microns)
0 micron orbit radius
5 micron orbit radius
10 micron orbit radius
15 micron orbit radius
20 micron orbit radius
30 micron orbit radius
40 micron orbit radius
Electrode Diameter: 78.4 microns
Circular speed: 0.5 Hz
EDM voltage: 40 V
Discharge capacitor: Cap 4
Material: Stainless steel (50 micron thick)
Having tight servo-control over the electrode, allows non-circular holes to be drilled as well:
Videos Watch a video of the EDM flexure head EDM Flexural Head (320x240).mpg Publications:
E. Bamberg, S. Heamawatanachai (in press). Orbital electrode actuation to improve efficiency of drilling micro-holes by micro-EDM. Journal of Materials Processing Technology. DOI:10.1016/j.jmatprotec.2008.04.044. Published online on May 2, 2008.
S. Heamawatanachai, B. Corbin, L. Emig, E. Bamberg (2006). Flexure-based meso-level stages driven by linear piezo motors. In: Proc. 2006 ASPE Conf., Monterey, CA, October 15-20, 2006, (26), pp. 135-138.
E. Bamberg, S. Heamawatanachai, J.D. Jorgensen (2005). Flexural micro-EDM head for increased productivity of micro-holes. In: Proc. 2005 ASPE Conf., Norfolk, VA, October 10-14, 2005, pp. 82-85.
-%20small.jpg)
-small.jpg)
-small.jpg)
-small.jpg)
-small.jpg)
-small.jpg)
-small.jpg)
-small.jpg)
-small.jpg)

